





Графитна електрода со висока моќност за EAF LF топење челик HP350 14 инчи




Технички параметар
| Параметар | Дел | Единица | HP 350mm(14”) податоци |
| Номинален дијаметар | Електрода | mm(инчи) | 350 (14) |
| Максимален дијаметар | mm | 358 | |
| Мин Дијаметар | mm | 352 | |
| Номинална должина | mm | 1600/1800 година | |
| Максимална должина | mm | 1700/1900 година | |
| Минимална должина | mm | 1500/1700 | |
| Густина на струјата | КА/см2 | 17-24 | |
| Тековна носивост | A | 17400-24000 | |
| Специфичен отпор | Електрода | μΩm | 5,2-6,5 |
| Брадавица | 3,5-4,5 | ||
| Јачина на свиткување | Електрода | Mpa | ≥ 11,0 |
| Брадавица | ≥20,0 | ||
| Модул на Јанг | Електрода | Gpa | ≤12,0 |
| Брадавица | ≤15,0 | ||
| Масовна густина | Електрода | g/cm3 | 1,68-1,72 |
| Брадавица | 1,78-1,84 | ||
| CTE | Електрода | × 10-6/℃ | ≤2,0 |
| Брадавица | ≤1,8 | ||
| Содржина на пепел | Електрода | % | ≤0,2 |
| Брадавица | ≤0,2 |
ЗАБЕЛЕШКА: Може да се понуди секое специфично барање за димензија.
Упатство за инсталација на брадавиците
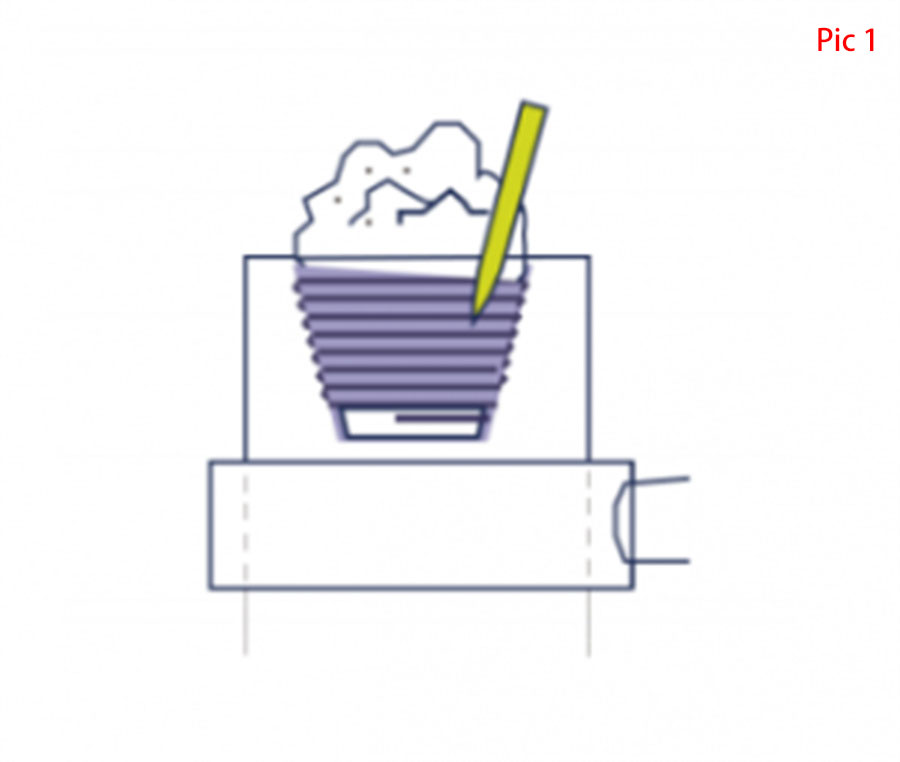
1.Пред да ја поставите брадавицата на графитната електрода, исчистете ја прашината и нечистотијата на површината и штекерот на електродата и брадавицата со компримиран воздух; (види слика 1)
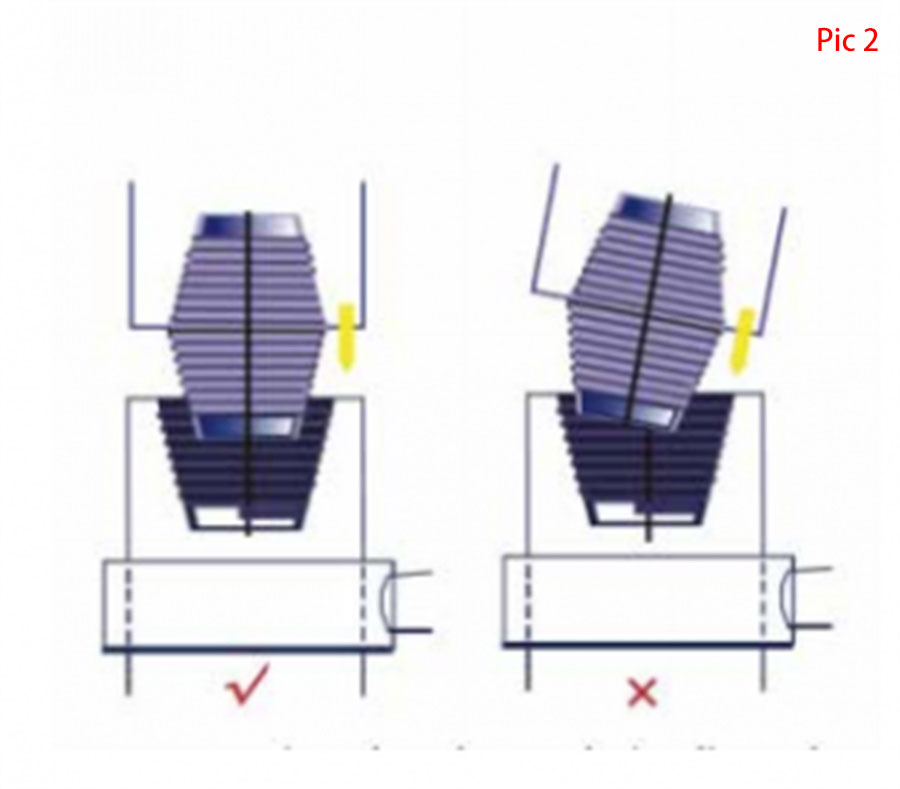
2. Средната линија на брадавицата на графитната електрода треба да се одржува конзистентна за време на спојување на две парчиња графитни електроди заедно; (види слика 2)
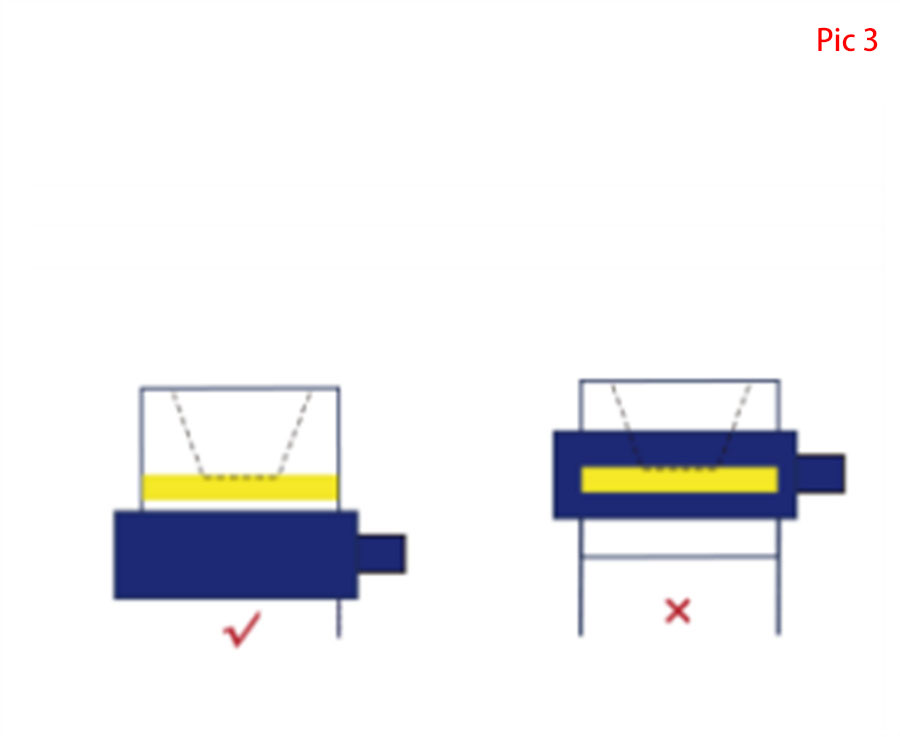
3. Стегачот на електродата мора да се држи на соодветната положба: надвор од безбедносните линии на повисокиот крај; (види слика 3)
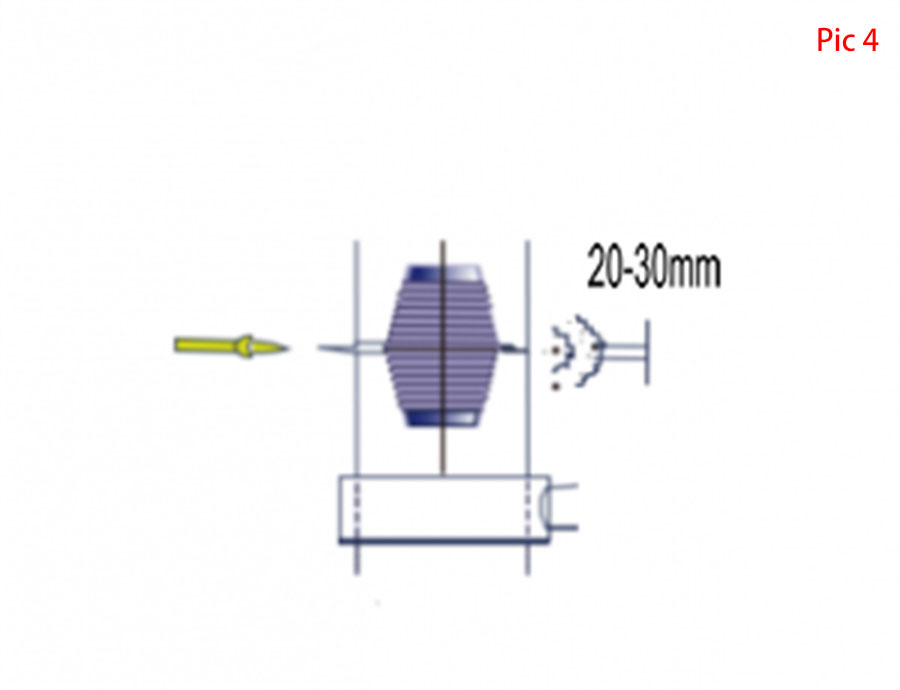
4.Пред да ја затегнете брадавицата, осигурајте се дека површината на брадавицата е чиста без прашина или валкана. (види слика 4)
Препорачано упатство за транспорт и складирање
1. Работете внимателно за да спречите лизгање поради навалување на електродата и кршење на електродата;
2. За да се обезбеди крајната површина на електродата и конецот на електродата, ве молиме не ја закачувајте електродата на двата краја на електродата со железна кука;
3. Треба да се земе лесно за да се спречи удирање на спојката и предизвикување оштетување на конецот при товарење и растоварање;
4. Не натрупувајте ги електродите и спојниците директно на земја, треба да ја ставите дрвената или железната рамка за да спречите оштетување на електродата или да се залепи на почвата, Не отстранувајте ја амбалажата пред употреба за да спречите паѓање прашина и остатоци на дупката на конецот или електродата;
5. Електродите треба уредно да се постават во складиштето, а двете страни на оџакот треба да бидат обложени за да се спречи лизгање. Висината на редење на електродите обично не е поголема од 2 метри;
6. Електродите за складирање треба да обрнат внимание на дождот и отпорноста на влага. Влажните електроди треба да се исушат пред употреба за да се избегне пукнатина и зголемување на оксидацијата при правењето челик;
7. Чувајте го конекторот на електродата не блиску до високата температура за да спречите високата температура да го стопи спојниот болт.
Сродни производи
-

HP24 графитни јаглеродни електроди Dia 600mm Електро...
Технички параметар Параметар Дел Единица HP 600mm(24”) Податоци Номинален дијаметар Електрода mm(инчи) 600 Макс Дијаметар mm 613 Мин Дијаметар mm 607 Номинална Должина mm 2200/2700 Макс Должина mm 2300/2800 Мин10 Тековна Должина/2800 Мин1000 mm2 cm2 13-21 Струјна носивост A 38000-58000 Електрода со специфичен отпор μΩm 5,2-6,5 Брадавица 3,2-4,3 свиткување S...
-

Графитни електроди за производство на челик со висока моќност...
Технички параметар Параметар Дел Единица HP 400mm(16”) Податоци Номинален дијаметар Електрода mm(инчи) 400 Макс Дијаметар mm 409 Мин Дијаметар mm 403 Номинална Должина mm 1600/1800 Максимална Должина mm 1700/1900 Мин10 Тековна Должина D000 mm1 cm2 16-24 Струјна носивост A 21000-31000 Електрода со специфичен отпор μΩm 5,2-6,5 Брадавица 3,5-4,5 свиткување S...
-

Графитни електроди во електролиза HP 450mm 18...
Технички параметар Параметар Дел Единица HP 450mm(18”) Податоци Номинален дијаметар Електрода mm(инчи) 450 Макс Дијаметар mm 460 Мин Дијаметар mm 454 Номинална Должина mm 1800/2400 Максимална Должина mm 1900/2500 Мин 7000 mm2. cm2 15-24 Струјна носивост Електрода со специфичен отпор од 25000-40000 μΩm 5,2-6,5 Брадавица 3,5-4,5 свиткување S...
-

Производителите на графитни електроди во Кина HP500...
Технички параметар Параметар Дел Единица HP 500mm(20”) Податоци Номинален дијаметар Електрода mm(инчи) 500 Макс Дијаметар mm 511 Мин Дијаметар mm 505 Номинална Должина mm 1800/2400 Макс Должина mm 1900/2500 Мин 17000 mm2 cm2 15-24 Струјна носивост А 30000-48000 Електрода со специфичен отпор μΩm 5,2-6,5 Брадавица 3,5-4,5 Флексурална ...
-

Електрични лачни печки графитни електроди HP550m...
Технички параметар Параметар Дел Единица HP 550mm(22”) Податоци Номинален дијаметар Електрода mm(инчи) 550 Макс Дијаметар mm 562 Мин Дијаметар mm 556 Номинална Должина mm 1800/2400 Макс Должина mm 1900/2500 Мин70 Тековна Должина D300 mm2 cm2 14-22 Струјна носивост A 34000-53000 Електрода со специфичен отпор μΩm 5,2-6,5 Брадавица 3,2-4,3 Флексурална С...
-

Графитни електроди со брадавици Производителите ...
Технички параметар Параметар Дел Единица HP 300mm(12”) Податоци Номинален дијаметар Електрода mm(инчи) 300(12) Максимален дијаметар mm 307 Min Дијаметар mm 302 Номинална должина mm 1600/1800 Максимална должина mm Густина KA/cm2 17-24 Струјна носивост A 13000-17500 Електрода со специфичен отпор μΩm 5,2-6,5 Брадавица 3,5-4,5 Flexu...





