





Упатство за ракување, транспорт, складирање за графитни електроди
Графитни електродисе столбот на индустријата за производство на челик. Овие високо ефикасни и издржливи електроди се клучни во производството на челик, а исто така се користат за топење и рафинирање на електрични лачни печки во различни индустриски апликации. Ја разбираме важноста од обезбедување на правилна употреба и складирање на електродите за да се обезбеди нивната долговечност и ефективност, конечно да се намали потрошувачката на графитните електроди и да се подобри економската ефикасност на фабриките.
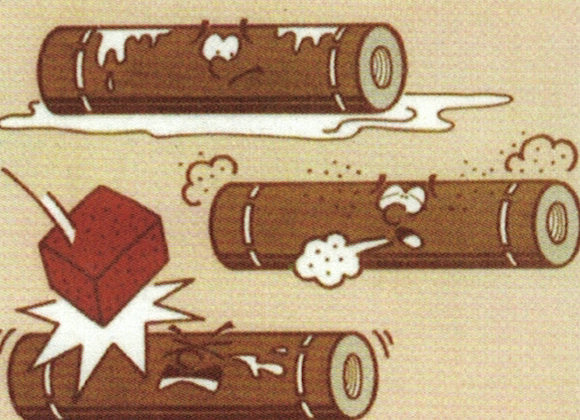
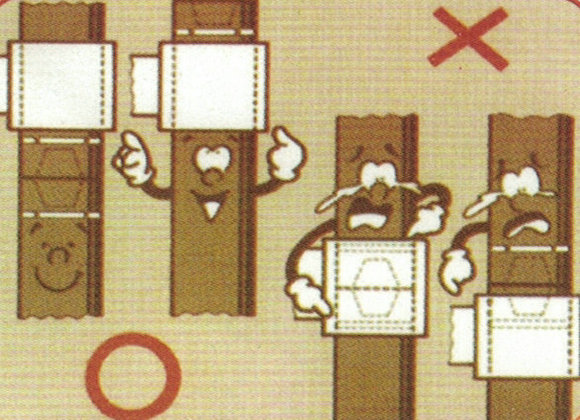
Забелешка 1:Користење или складирање електроди, избегнувајте влага, прашина и нечистотија, избегнувајте судири што доведуваат до оштетување на електродата.

Забелешка 2:Користење на виљушкар за транспорт на електродата. Преоптоварувањето и судирите се строго забранети, а треба да се внимава на рамнотежата за да се спречи лизгање и кршење.
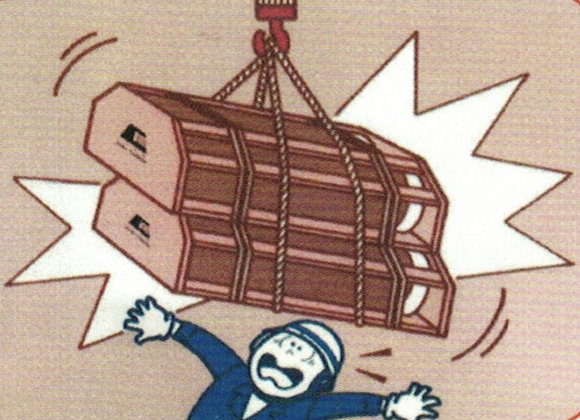
Забелешка 3:При утовар и истовар со мост кран, операторот мора да ги почитува дадените команди. Неопходно е да се избегне стоење под багажникот за да се избегнат несреќи.
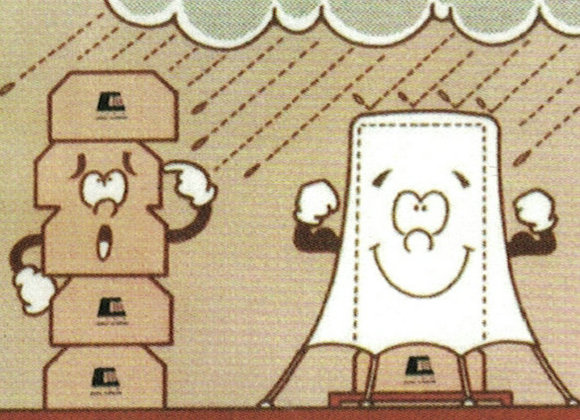
Забелешка 4:Чувајте ја електродата на чисто и суво место, а кога е наредена на отворено, мора да биде покриена со церада отпорна на дожд.
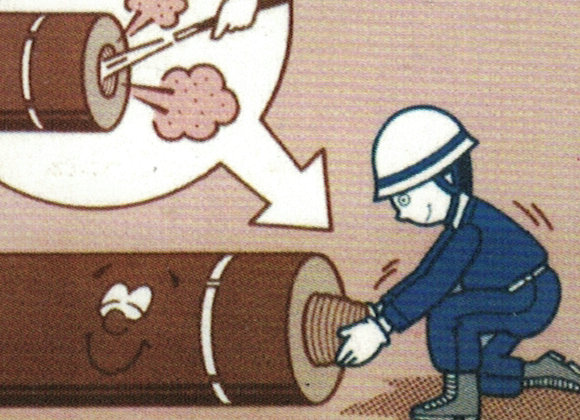
Забелешка 5:Пред да ја поврзете електродата, издувајте го конецот на електродата со компримиран воздух пред внимателно да го навртувате спојот на едниот крај. Зашрафете ја завртката за подигање на електродата во другиот крај без да ја удирате конецот.
Забелешка 6:Кога ја кревате електродата, користете ротирачка кука и ставете мека потпорна подлога под конекторот на електродата за да спречите оштетување на конецот.

Забелешка 7:Секогаш користете компримиран воздух за чистење на дупката пред да ја поврзете електродата.
Забелешка 8:Кога ја кревате електродата до печката со помош на еластична кука дигалка, секогаш наоѓајте го центарот и полека движете се надолу.
Забелешка 9:Издувајте го спојот на електродата со компримиран воздух кога горната електрода е спуштена на растојание од 20-30 метри од долната електрода.
Забелешка 10:Користете препорачан вртежен клуч за да го затегнете препорачаниот вртежен момент во табелата подолу. Може да се затегне до наведениот вртежен момент со механички средства или опрема со хидрауличен воздушен притисок.
Забелешка 11:Држачот на електродата мора да биде прицврстен во рамките на двете бели линии за предупредување. Површината за контакт помеѓу држачот и електродата треба често да се чисти за да се одржи добар контакт со електродата. Навлаката за ладна вода на држачот е строго забрането да протекува.
Забелешка 12:Покријте го горниот дел од електродата за да избегнете оксидација и прашина на врвот.
Забелешка 13:Во печката не треба да се става изолационен материјал, а работната струја на електродата треба да биде компатибилна со дозволената струја на електродата во прирачникот.

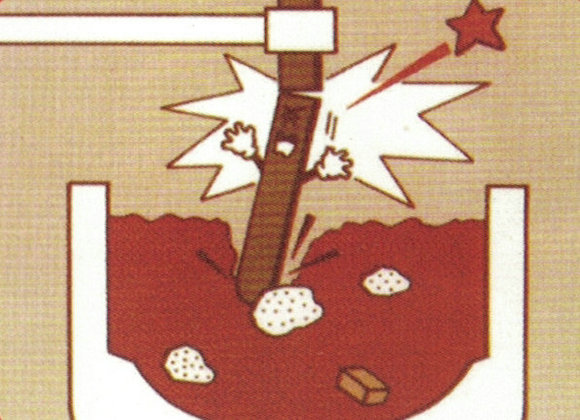
Забелешка 14:За да избегнете кршење на електродата, поставете го големиот материјал во долниот дел и инсталирајте го малиот материјал во горниот дел.
Со правилно ракување, транспорт и складирање, нашите електроди ќе ви служат подолго и ефикасно. Контактирајте со нас за сите ваши потреби за графитни електроди, а ние ќе ви обезбедиме поддршка и експертиза потребни за непречено работење.
Табела за препорачан заеднички вртежен момент од графитни електроди
| Дијаметар на електрода | Вртежен момент | Дијаметар на електрода | Вртежен момент | ||||
| инчи | mm | ft-lbs | N·m | инчи | mm | ft-lbs | N·m |
| 12 | 300 | 480 | 650 | 20 | 500 | 1850 година | 2500 |
| 14 | 350 | 630 | 850 | 22 | 550 | 2570 | 3500 |
| 16 | 400 | 810 | 1100 | 24 | 600 | 2940 година | 4000 |
| 18 | 450 | 1100 | 1500 | 28 | 700 | 4410 | 6000 |
| Забелешка: Кога поврзувате два пола на електродата, избегнувајте прекумерен притисок за електродата и предизвикувајте лош ефект. Ве молиме погледнете го номиналниот вртежен момент во горната табела. | |||||||
Време на објавување: април-10-2023 година