





Прачка од графитни електроди со мал дијаметар за печка со електричен лак во челичната и леарската индустрија




Технички параметар
Графикон 1: Технички параметар за графитна електрода со мал дијаметар
| Дијаметар | Дел | Отпор | Јачина на свиткување | Млад модул | Густина | CTE | Пепел | |
| Инч | mm | μΩ·m | MPa | GPa | g/cm3 | × 10-6/℃ | % | |
| 3 | 75 | Електрода | 7,5-8,5 | ≥9,0 | ≤9.3 | 1,55-1,64 | ≤2.4 | ≤0,3 |
| Брадавица | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 4 | 100 | Електрода | 7,5-8,5 | ≥9,0 | ≤9.3 | 1,55-1,64 | ≤2.4 | ≤0,3 |
| Брадавица | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 6 | 150 | Електрода | 7,5-8,5 | ≥8,5 | ≤9.3 | 1,55-1,63 | ≤2.4 | ≤0,3 |
| Брадавица | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 8 | 200 | Електрода | 7,5-8,5 | ≥8,5 | ≤9.3 | 1,55-1,63 | ≤2.4 | ≤0,3 |
| Брадавица | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 9 | 225 | Електрода | 7,5-8,5 | ≥8,5 | ≤9.3 | 1,55-1,63 | ≤2.4 | ≤0,3 |
| Брадавица | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 10 | 250 | Електрода | 7,5-8,5 | ≥8,5 | ≤9.3 | 1,55-1,63 | ≤2.4 | ≤0,3 |
| Брадавица | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
Графикон 2: Тековна носивост за графитна електрода со мал дијаметар
| Дијаметар | Тековно оптоварување | Густина на струјата | Дијаметар | Тековно оптоварување | Густина на струјата | ||
| Инч | mm | A | А/м2 | Инч | mm | A | А/м2 |
| 3 | 75 | 1000-1400 г | 22-31 | 6 | 150 | 3000-4500 | 16-25 |
| 4 | 100 | 1500-2400 | 19-30 | 8 | 200 | 5000-6900 | 15-21 |
| 5 | 130 | 2200-3400 | 17-26 | 10 | 250 | 7000-10000 | 14-20 |
Предности
1. Антиоксидациски третман за долговечност.
2. Висока чистота, висока густина, силна хемиска стабилност.
3. Висока прецизност на обработка, добра завршна површина.
4. Висока механичка сила, низок електричен отпор.
5. Отпорен на пукање и распарчување.
6. Висока отпорност на оксидација и термички шок.
Главна апликација
- Топење на калциум карбид
- Производство на карборунд
- Рафинирање на корунд
- Топење на ретки метали
- Огноотпорни растенија за феросилициум
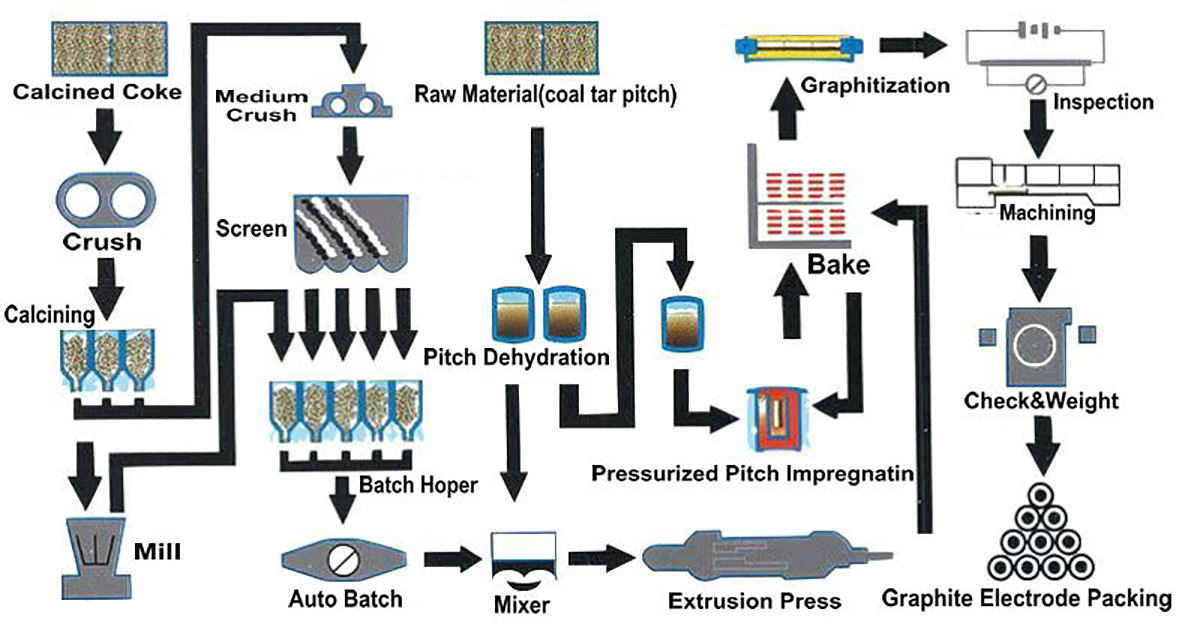
Процес на производство на РП графит електрода
Линијар за квалитет на површината
1. Дефектите или дупките не треба да бидат повеќе од два дела на површината на графитната електрода, а дефектите или големината на дупките не треба да ги надминуваат податоците во табелата подолу.
2. Нема попречна пукнатина на површината на електродата. За надолжна пукнатина, нејзината должина треба да биде не повеќе од 5% од обемот на графитната електрода, нејзината ширина треба да биде во опсег од 0,3-1,0 mm. Податоците за надолжната пукнатина под 0,3 mm треба да биде занемарлив
3. Ширината на површината на грубата точка (црна) на површината на графитната електрода не треба да биде помала од 1/10 од обемот на графитната електрода, а должината на површината на груба точка (црна) над 1/3 од должината на графитната електрода не е дозволено.